
Какими свойствами обладает элегаз

В качестве основного изолятора в электротехнических установках широко применяется смесь фтора и серы, известная как элегаз. При обычной температуре и рабочем давлении он не имеет цвета и запаха, не горючий и практически в 5 раз плотнее и тяжелее воздуха. Свойства элегаза остаются неизменными в течение неограниченного времени. При попадании в его среду электрического разряда, вначале происходит распад, а затем быстрое восстановление первоначальной диэлектрической прочности. Благодаря своим качествам, элегаз используется в элегазовых устройствах гашения электрической дуги и является основой элегазовой изоляции.
Физическая и химическая природа элегаза
С точки зрения химии элегаз представляет собой чрезвычайно инертное соединение. Он не реагирует на кислоты и щелочи, окислители и восстановители. Данное вещество обладает повышенной устойчивостью к расплавленным металлам, слаборастворимо в воде и вступает во взаимодействие только с органическими растворителями.
Для распада этого соединения необходима температура 1100 градусов и выше. Продуктами распада являются газообразные составляющие, обладающие токсичностью и специфическим резким запахом. Накапливаясь в помещении, элегаз может вызвать кислородную недостаточность. В целом он относится к малоопасным веществам с предельно допустимой концентрацией в помещении – 5000 мг/м3, а на открытом воздухе – 0,001 мг/м3.
При захвате соединением электронов, происходит образование малоподвижных ионов. В результате, существенно снижается количество носителей заряда. Их разгон в электрическом поле крайне замедленный, что препятствует образованию и развитию электронных лавин. За счет этого элегаз обладает высокой электрической прочностью. Увеличенное давление способствует росту электрической прочности пропорционально действующему давлению. Нередко этот показатель превышает аналогичный параметр у жидких и твердых диэлектрических материалов.
Существенным недостатком элегаза является потеря его изоляционных качеств и переход в жидкое состояние под действием низких температур. Поэтому к температурному режиму элегазовых установок предъявляются дополнительные требования. Одним из наиболее подходящих вариантов выхода из подобных ситуаций служит смешивание элегаза с другими видами газов, например, с азотом. Другой способ заключается в использовании системы подогрева, существенно повышающей надежность оборудования при температурах минус 40 и ниже.
Физические свойства элегаза во многом зависят от равномерности и однородности электрического поля, выдаваемого распределительными устройствами. Неоднородные поля вызывают появление местных перенапряжений, которые, в свою очередь, приводят к возникновению коронирующих разрядов. Данные разряды способствуют разложению элегаза и образованию в этой среде низших фторидов, пагубно воздействующих на конструктивные элементы коммутационного оборудования.
В связи с этим, все делали и составные части должны иметь очень гладкие поверхности, на которых отсутствуют заусеницы, шероховатости и грязь, приводящие к созданию местных напряженностей электрического поля, снижению электрической прочности элегазовой изоляционной системы.
Дугогасительные качества элегаза
При всех одинаковых условиях элегаз обладает значительно большей дугогасительной способностью, по сравнению с обычным воздухом. Основными факторами являются состав плазмы, плотность элегаза, а также теплоемкость, тепло- и электропроводность, находящиеся между собой в температурной зависимости.
При достижении состояния плазмы, наступает распад молекул элегаза. Когда температура достигает 2000 К, происходит резкое увеличение теплоемкости из-за молекулярной диссоциации. Поэтому в температурном промежутке между 2000 и 3000 К теплопроводность плазмы во много раз увеличивается по сравнению с обычным воздухом. При достижении температуры 4000 К диссоциация молекул начинает уменьшаться.
Одновременно в дуге элегаза образуется атомарная сера. Ее низкий потенциал ионизации вызывает такую концентрацию электронов, которая способна поддерживать дугу даже при температуре 3000 К. Дальнейшее повышение температуры приводит к падению теплопроводности плазмы, в результате этот параметр становится таким же, как и у воздуха. Далее вновь происходит увеличение теплопроводности.
За счет этих процессов сопротивление и напряжение горящей дуги в элегазе снижается примерно на 20-30% относительно дуги, возникающей в воздухе. Подобное состояние удерживается вплоть до температур от 8 до 12 тыс. градусов. Когда температура плазмы начинает снижаться до 7000 К и далее, в ней соответственно уменьшается концентрация электронов, что приводит к падению электрической проводимости плазмы.
При достижении 6000 К ионизация атомарной серы сильно снижается, а захват электронов свободным фтором, наоборот, усиливается. В этом процессе участвуют также низшие фториды и молекулы элегаза. Диссоциация молекул завершается при температуре 4000 К, после чего начинается их рекомбинация. Это приводит к еще большему снижению плотности электроном, поскольку происходит химическое соединение атомарной серы с фтором.
В данном температурном диапазоне характеристики теплопроводности плазмы еще сохраняются на высоком уровне, охлаждение дуги продолжается за счет удаления из плазмы свободных электронов. Их захватывает атомарный фтор и молекулы элегаза. Постепенно происходит увеличение и полное восстановление электрической прочности промежутка дуги.
Промышленное получение элегаза
В основе промышленного метода производства элегаза заложена прямая реакция между газообразным фтором и расплавленной серой. В этом случае сера сжигается в потоке фтора при температуре 138-149С в специальной крекинг-печи, представляющей собой стальной горизонтальный реактор. Данное устройство состоит из камеры загрузки и камеры сгорания, разделенных между собой перегородкой. Камера загрузки оборудована люком, через который загружается сера и электрическим нагревателем для плавления.
В камере сгорания имеется сопло, охлаждаемое водой, через которое подается фтор. Здесь же установлена термопара и конденсатор для возгонов серы. Сама сера в расплавленном виде подается из камеры загрузки в камеру сгорания через специальное отверстие, расположенное в нижней части перегородки. Отверстие оказывается закрыто расплавленной серой, что предотвращает попадание фтора в камеру загрузки.
Данный реактор, несмотря на простую конструкцию, обладает некоторыми отрицательными качествами. Сера фторируется на поверхности расплава, из-за этого в большом количестве выделяется тепло. Под его воздействием, а также под влиянием фтора, происходит усиленная коррозия реактора на границе разделения производственного цикла. Поэтому, когда производительность реактора увеличивается, появляется необходимость в отводе тепла в большом количестве и выборе материала для реактора, устойчивого к коррозии.
Избежать подобных недостатков возможно с помощью других способов производства элегаза. Нередко используется реакция фтора и четырехфтористой серы совместно с катализатором, а также термическое разложение соединения SF5CI при температуре 200-300С. Данные способы считаются сложными и дорогостоящими, поэтому на практике используются довольно редко.
Применение элегаза и его влияние на окружающую среду
Элегаз широко используется в коммутационном оборудовании, как наиболее эффективная дугогасящая и изолирующая среда. Благодаря его свойствам, размеры современных распределительных устройств стали значительно компактнее на фоне традиционных образцов оборудования с воздушной изоляцией.
В оборудовании применяются три элегазовые конструкции, принципиально различающиеся между собой. Два первых варианта известны как управляемые системы под давлением и замкнутые системы под давлением. Во время эксплуатации требуется регулярное техническое обслуживание, что приводит к утечкам элегаза.
Третий вариант представляет собой так называемую герметично запечатанную систему, не требующую обслуживания на протяжении всего срока службы. Тем не менее, утечки иногда появляются в результате неисправности сальников или срока эксплуатации свыше 30 лет.
Подобные утечки отрицательно влияют на окружающую среду и вносят свой негативный вклад в создание парникового эффекта. Тем не менее, элегаз продолжает использоваться в высоковольтном оборудовании, поскольку достойной альтернативы ему пока не существует. В настоящее время рассматриваются вопросы по ограничению данного соединения в распределительных устройствах среднего напряжения.
Источник
Ýëåãàç – ýëåêòðîòåõíè÷åñêèé ãàç – ïðåäñòàâëÿåò ñîáîéøåñòèôòîðèñòóþ ñåðó SF6 (øåñòèôòîð). Ýëåãàç ÿâëÿåòñÿ îñíîâíûì èçîëÿòîðîì â ýëåìåíòàõ ÿ÷ååê ñ ýëåãàçîâîé èçîëÿöèåé.
Ïðè ðàáî÷èõ äàâëåíèÿõ è îáû÷íîé òåìïåðàòóðå ýëåãàç – áåñöâåòíûé ãàç, áåç çàïàõà, íå ãîðþ÷, â 5 ðàç òÿæåëåå âîçäóõà (ïëîòíîñòü 6,7 ïðîòèâ 1,29 ó âîçäóõà), ìîëåêóëÿðíàÿ ìàññà òàêæå â 5 ðàç áîëüøå, ÷åì ó âîçäóõà.
Ýëåãàç íå ñòàðååò, ò. å. íå ìåíÿåò ñâîèõ ñâîéñòâ ñ òå÷åíèåì âðåìåíè, ïðè ýëåêòðè÷åñêîì ðàçðÿäå ðàñïàäàåòñÿ, íî áûñòðî ðåêîìáèíèðóåò, âîññòàíàâëèâàÿ ïåðâîíà÷àëüíóþ äèýëåêòðè÷åñêóþ ïðî÷íîñòü.
Ïðè òåìïåðàòóðàõ äî 1000 Ê ýëåãàç èíåðòåí è íàãðåâîñòîåê, äî òåìïåðàòóð ïîðÿäêà 500 Ê õèìè÷åñêè íå àêòèâåí è íå àãðåññèâåí ïî îòíîøåíèþ ê ìåòàëëàì, ïðèìåíÿåìûì â êîíñòðóêöèè ýëåãàçîâûõ ðàñïðåäåëèòåëüíûõ óñòðîéñòâ.
 ýëåêòðè÷åñêîì ïîëå ýëåãàç îáëàäàåò ñïîñîáíîñòüþ çàõâàòûâàòü ýëåêòðîíû, ÷òî îáóñëîâëèâàåò âûñîêóþ ýëåêòðè÷åñêóþ ïðî÷íîñòü ýëåãàçà. Çàõâàòûâàÿ ýëåêòðîíû, ýëåãàç îáðàçóåò ìàëîïîäâèæíûå èîíû, êîòîðûå ìåäëåííî ðàçãîíÿþòñÿ â ýëåêòðè÷åñêîì ïîëå.
Ýêñïëóàòàöèîííàÿ ñïîñîáíîñòü ýëåãàçà óëó÷øàåòñÿ â ðàâíîìåðíîì ïîëå, ïîýòîìó äëÿ ýêñïëóàòàöèîííîé íàäåæíîñòè êîíñòðóêöèÿ îòäåëüíûõ ýëåìåíòîâ ðàñïðåäåëèòåëüíûõ óñòðîéñòâ äîëæíà îáåñïå÷èâàòü íàèáîëüøóþ ðàâíîìåðíîñòü è îäíîðîäíîñòü ýëåêòðè÷åñêîãî ïîëÿ.
 íåîäíîðîäíîì ïîëå ïîÿâëÿþòñÿ ìåñòíûå ïåðåíàïðÿæåííîñòè ýëåêòðè÷åñêîãî ïîëÿ, êîòîðûå âûçûâàþò êîðîíèðóþùèå ðàçðÿäû. Ïîä äåéñòâèåì ýòèõ ðàçðÿäîâ ýëåãàç ðàçëàãàåòñÿ, îáðàçóÿ â ñâîåé ñðåäå íèçøèå ôòîðèäû (SF2, SF4), âðåäíî äåéñòâóþùèå íà êîíñòðóêöèîííûå ìàòåðèàëû êîìïëåêòíûõ ðàñïðåäåëèòåëüíûõ ýëåãàçîâûõ óñòðîéñòâ (ÊÐÓÝ).
Âî èçáåæàíèå ðàçðÿäîâ âñå ïîâåðõíîñòè îòäåëüíûõ ýëåìåíòîâ ìåòàëëè÷åñêèõ äåòàëåé è ýêðàíîâ ÿ÷ååê âûïîëíÿþòñÿ ÷èñòûìè è ãëàäêèìè è íå äîëæíû èìåòü øåðîõîâàòîñòåé è çàóñåíöåâ. Îáÿçàòåëüíîñòü âûïîëíåíèÿ ýòèõ òðåáîâàíèé äèêòóåòñÿ òåì, ÷òî ãðÿçü, ïûëü, ìåòàëëè÷åñêèå ÷àñòèöû òàêæå ñîçäàþò ìåñòíûå íàïðÿæåííîñòè ýëåêòðè÷åñêîãî ïîëÿ, à ïðè ýòîì óõóäøàåòñÿ ýëåêòðè÷åñêàÿ ïðî÷íîñòü ýëåãàçîâîé èçîëÿöèè.
Âûñîêàÿ ýëåêòðè÷åñêàÿ ïðî÷íîñòü ýëåãàçà ïîçâîëÿåò ñîêðàòèòü èçîëÿöèîííûå ðàññòîÿíèÿ ïðè íåáîëüøîì ðàáî÷åì äàâëåíèè ãàçà, â ðåçóëüòàòå ýòîãî óìåíüøàåòñÿ ìàññà è ãàáàðèòû ýëåêòðîòåõíè÷åñêîãî îáîðóäîâàíèÿ. Ýòî, â ñâîþ î÷åðåäü, äàåò âîçìîæíîñòü óìåíüøèòü ãàáàðèòû ÿ÷ååê ÊÐÓÝ, ÷òî î÷åíü âàæíî, íàïðèìåð, äëÿ óñëîâèé ñåâåðà, ãäå êàæäûé êóáè÷åñêèé ìåòð ïîìåùåíèÿ ñòîèò î÷åíü äîðîãî.

Âûñîêàÿ äèýëåêòðè÷åñêàÿ ïðî÷íîñòü ýëåãàçà îáåñïå÷èâàåò âûñîêóþ ñòåïåíü èçîëÿöèè ïðè ìèíèìàëüíûõ ðàçìåðàõ è ðàññòîÿíèÿõ, à õîðîøèå ñïîñîáíîñòü ãàøåíèÿ äóãè è îõëàæäàåìîñòü ýëåãàçà óâåëè÷èâàþò îòêëþ÷àþùóþ ñïîñîáíîñòü êîììóòàöèîííûõ àïïàðàòîâ è óìåíüøàþò íàãðåâ òîêîâåäóùèõ ÷àñòåé.
Ïðèìåíåíèå ýëåãàçà ïîçâîëÿåò ïðè ïðî÷èõ ðàâíûõ óñëîâèÿõ óâåëè÷èòü òîêîâóþ íàãðóçêó íà 25% è äîïóñòèìóþ òåìïåðàòóðó ìåäíûõ êîíòàêòîâ äî 90°Ñ (â âîçäóøíîé ñðåäå 75°Ñ) áëàãîäàðÿ õèìè÷åñêîé ñòîéêîñòè, íåãîðþ÷åñòè, ïîæàðîáåçîïàñíîñòè è áîëüøåé îõëàæäàþùåé ñïîñîáíîñòè ýëåãàçà.
Íåäîñòàòêîì ýëåãàçà ÿâëÿåòñÿ ïåðåõîä åãî â æèäêîå ñîñòîÿíèå ïðè ñðàâíèòåëüíî âûñîêèõ òåìïåðàòóðàõ, ÷òî îïðåäåëÿåò äîïîëíèòåëüíûå òðåáîâàíèÿ ê òåìïåðàòóðíîìó ðåæèìó ýëåãàçîâîãî îáîðóäîâàíèÿ â ýêñïëóàòàöèè. Íà ðèñóíêå ïðèâåäåíà çàâèñèìîñòü ñîñòîÿíèÿ ýëåãàçà îò òåìïåðàòóðû.
Äèàãðàììà ñîñòîÿíèÿ ýëåãàçà â çàâèñèìîñòè îò òåìïåðàòóðû
Äëÿ ðàáîòû ýëåãàçîâîãî îáîðóäîâàíèÿ ïðè îòðèöàòåëüíîé òåìïåðàòóðå ìèíóñ 40 ãð. Ñ íåîáõîäèìî, ÷òîáû äàâëåíèå ýëåãàçà â àïïàðàòàõ íå ïðåâûøàëî 0,4 ÌÏà ïðè ïëîòíîñòè íå áîëåå 0,03 ã/ñì3.
Ïðè ïîâûøåíèè äàâëåíèÿ ýëåãàç áóäåò ñæèæàòüñÿ ïðè áîëåå âûñîêîé òåìïåðàòóðå. ïîýòîìó äëÿ ïîâûøåíèÿ íàäåæíîñòè ðàáîòû ýëåêòðîîáîðóäîâàíèÿ ïðè òåìïåðàòóðàõ ïðèìåðíî ìèíóñ 40°Ñ åãî ñëåäóåò ïîäîãðåâàòü (íàïðèìåð, áàê ýëåãàçîâîãî âûêëþ÷àòåëÿ âî èçáåæàíèå ïåðåõîäà ýëåãàçà â æèäêîå ñîñòîÿíèå íàãðåâàþò äî ïëþñ 12°Ñ).
Äóãîãàñèòåëüíàÿ ñïîñîáíîñòü ýëåãàçà ïðè ïðî÷èõ ðàâíûõ óñëîâèÿõ â íåñêîëüêî ðàç áîëüøå, ÷åì âîçäóõà. Ýòî îáúÿñíÿåòñÿ ñîñòàâîì ïëàçìû è òåìïåðàòóðíîé çàâèñèìîñòüþ òåïëîåìêîñòè, òåïëî- è ýëåêòðîïðîâîäíîñòè.
 ñîñòîÿíèè ïëàçìû ìîëåêóëû ýëåãàçà ðàñïàäàþòñÿ. Ïðè òåìïåðàòóðàõ ïîðÿäêà 2000 Ê òåïëîåìêîñòü ýëåãàçà ðåçêî óâåëè÷èâàåòñÿ âñëåäñòâèå äèññîöèàöèè ìîëåêóë. Ïîýòîìó òåïëîïðîâîäíîñòü ïëàçìû â îáëàñòè òåìïåðàòóð 2000 – 3000 Ê çíà÷èòåëüíî âûøå (íà äâà ïîðÿäêà), ÷åì âîçäóõà. Ïðè òåìïåðàòóðàõ ïîðÿäêà 4000 Ê äèññîöèàöèÿ ìîëåêóë óìåíüøàåòñÿ.
 òî æå âðåìÿ îáðàçóþùàÿñÿ â äóãå ýëåãàçà àòîìàðíàÿ ñåðà ñ íèçêèì ïîòåíöèàëîì èîíèçàöèè ñïîñîáñòâóåò òàêîé êîíöåíòðàöèè ýëåêòðîíîâ, êîòîðàÿ îêàçûâàåòñÿ äîñòàòî÷íîé äëÿ ïîääåðæàíèÿ äóãè äàæå ïðè òåìïåðàòóðàõ ïîðÿäêà 3000 Ê. Ïðè äàëüíåéøåì ðîñòå òåìïåðàòóðû òåïëîïðîâîäíîñòü ïëàçìû ïàäàåò, äîñòèãàÿ òåïëîïðîâîäíîñòè âîçäóõà, à çàòåì ñíîâà óâåëè÷èâàåòñÿ. Òàêèå ïðîöåññû óìåíüøàþò íàïðÿæåíèå è ñîïðîòèâëåíèå ãîðÿùåé äóãè â ýëåãàçå íà 20 – 30% ïî ñðàâíåíèþ ñ äóãîé â âîçäóõå âïëîòü äî òåìïåðàòóð ïîðÿäêà 12 000 – 8000 Ê. Ïðè äàëüíåéøåì ñíèæåíèè òåìïåðàòóðû ïëàçìû (äî 7000 Ê è íèæå) êîíöåíòðàöèÿ ýëåêòðîíîâ â íåé óìåíüøàåòñÿ, â ðåçóëüòàòå ýëåêòðè÷åñêàÿ ïðîâîäèìîñòü ïëàçìû ïàäàåò.
Ïðè òåìïåðàòóðàõ 6000 Ê ñèëüíî óìåíüøàåòñÿ ñòåïåíü èîíèçàöèè àòîìàðíîé ñåðû, óñèëèâàåòñÿ ìåõàíèçì çàõâàòà ýëåêòðîíîâ ñâîáîäíûì ôòîðîì, íèçøèìè ôòîðèäàìè è ìîëåêóëàìè ýëåãàçà.
Ïðè òåìïåðàòóðàõ ïîðÿäêà 4000 Ê äèññîöèàöèÿ ìîëåêóë çàêàí÷èâàåòñÿ è íà÷èíàåòñÿ ðåêîìáèíàöèÿ ìîëåêóë, ïëîòíîñòü ýëåêòðîíîâ åùå áîëüøå óìåíüøàåòñÿ, òàê êàê àòîìàðíàÿ ñåðà õèìè÷åñêè ñîåäèíÿåòñÿ ñ ôòîðîì.  ýòîé îáëàñòè òåìïåðàòóð òåïëîïðîâîäíîñòü ïëàçìû åùå çíà÷èòåëüíàÿ, èäåò îõëàæäåíèå äóãè, ýòîìó ñïîñîáñòâóåò òàêæå óäàëåíèå ñâîáîäíûõ ýëåêòðîíîâ èç ïëàçìû çà ñ÷åò çàõâàòà èõ ìîëåêóëàìè ýëåãàçà è àòîìàðíûì ôòîðîì. Ýëåêòðè÷åñêàÿ ïðî÷íîñòü ïðîìåæóòêà ïîñòåïåííî óâåëè÷èâàåòñÿ è â êîíå÷íîì ñ÷åòå âîññòàíàâëèâàåòñÿ.
Îñîáåííîñòü ãàøåíèÿ äóãè â ýëåãàçå çàêëþ÷àåòñÿ â òîì, ÷òî ïðè òîêå, áëèçêîì ê íóëåâîìó çíà÷åíèþ, òîíêèé ñòåðæåíü äóãè åùå ïîääåðæèâàåòñÿ è îáðûâàåòñÿ â ïîñëåäíèé ìîìåíò ïåðåõîäà òîêà ÷åðåç íóëü. Ê òîìó æå ïîñëå ïðîõîäà òîêà ÷åðåç íóëü îñòàòî÷íûé ñòîëá äóãè â ýëåãàçå èíòåíñèâíî îõëàæäàåòñÿ, â òîì ÷èñëå çà ñ÷åò åùå áîëüøåãî óâåëè÷åíèÿ òåïëîåìêîñòè ïëàçìû ïðè òåìïåðàòóðàõ ïîðÿäêà 2000 Ê, è ýëåêòðè÷åñêàÿ ïðî÷íîñòü áûñòðî óâåëè÷èâàåòñÿ.
Íàðàñòàíèå ýëåêòðè÷åñêîé ïðî÷íîñòè ýëåãàçà (1) è âîçäóõà (2)
Òàêàÿ ñòàáèëüíîñòü ãîðåíèÿ äóãè â ýëåãàçå äî ìèíèìàëüíûõ çíà÷åíèé òîêà ïðè îòíîñèòåëüíî íèçêèõ òåìïåðàòóðàõ ïðèâîäèò ê îòñóòñòâèþ ñðåçîâ òîêà è áîëüøèõ ïåðåíàïðÿæåíèé ïðè ãàøåíèè äóãè.
 âîçäóõå ýëåêòðè÷åñêàÿ ïðî÷íîñòü ïðîìåæóòêà â ìîìåíò ïðîõîæäåíèÿ òîêà äóãè ÷åðåç íóëü áîëüøå, íî èç-çà áîëüøîé ïîñòîÿííîé âðåìåíè äóãè ó âîçäóõà ñêîðîñòü íàðàñòàíèÿ ýëåêòðè÷åñêîé ïðî÷íîñòè ïîñëå ïðîõîæäåíèÿ çíà÷åíèÿ òîêà ÷åðåç íóëü ìåíüøå.
Источник
Разместить публикацию
Мои публикации
Написать
7 октября 2011 в 10:00

Элегаз (электротехнический газ) представляет собой бесцветный, без запаха, не горючий газ, который при нормальном атмосферном давлении и температуре 20 °C в 5 раз тяжелее воздуха и обладает в 5 раз большей, чем у воздуха молекулярной массой. Соединение было впервые получено и описано французским химиком Анри Муассаном в ходе работ по изучению свойств фтора в конце XIX века.
Химически элегаз представляет собой шестифтористую серу SF6 (рис. 1). Соединение не стареет, т. е. не меняет своих свойств с течением времени, при электрическом разряде распадается, но быстро рекомбинирует (процесс, обратный ионизации), восстанавливая первоначальную диэлектрическую прочность, по этой причине элегаз является основным изоляционном материалом в коммутационном оборудовании 35 кВ и выше.
Производство элегаза
Получение элегаза осуществляется следующими способами:
- – основной промышленный метод получения: в результате прямой реакции между расплавленной серой и газообразным фтором, полученным при его электролизе (сжигание серы в потоке фтора – рис. 2). Реакция проходит при температуре 138 – 149 °C в стальном горизонтальном реакторе (крекинг – печь). Реактор разделен перегородкой на камеру загрузки и камеру сгорания. Камера загрузки имеет люк для загрузки серы и электронагреватель для ее плавления. Камера сгорания имеет сопло для подачи фтора, охлаждаемое водой, термопару и конденсатор для возгонов серы, расположенной над камерой. Расплав серы поступает из камеры загрузки в камеру сгорания через отверстие внизу перегородки, закрытое расплавом, что исключает выход фтора в камеру загрузки. Несмотря на свою простоту, данная конструкция реактора имеет некоторые недостатки, а именно:
- фторирование серы идет на поверхности расплава с выделением большого количества тепла, которое вызывает усиленную коррозию реактора фтором на границе раздела фаз;
- при увеличении производительности реактора возникает проблема отвода большого количества тепла и подбора коррозионностойкого материала реактора;
- еще одним недостатком метода является то, что при таком синтезе элегаза попутно образуются и другие фториды – S2F2, SF2, SF4, и S2F10, а также примеси из-за присутствия влаги, воздуха и угольных анодов, используемых для электролиза фтора. Концентрация этих веществ невелика, в среднем составляет 0,01 – 0,1% по объему. Но если химически чистый элегаз нетоксичен и является весьма инертным соединением, которое до температуры 300°С не реагирует ни с какими материалами, то примеси могут изменить упомянутые свойства продукта и даже сделать его непригодным для использования. Поэтому необходима тщательная очистка производимого элегаза. Состав чистого элегаза регламентируется ТУ 6-02-2-686-82 и стандартом МЭК 6о 376 (отсутствие токсичных примесей, имеющих место в технологии его производства, гарантируется заводом – изготовителем на основе биологического контроля партии);
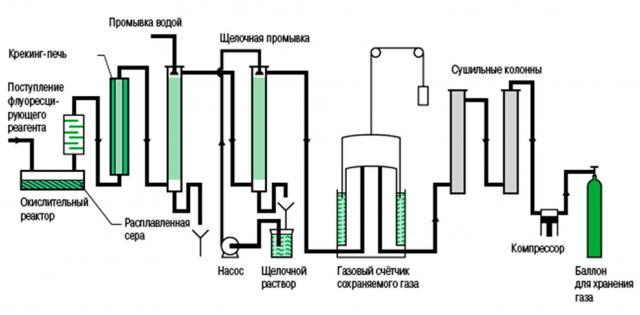
Рис. 2
- по реакции фтора с четырехфтористой серой SF4 в присутствии катализатора;
- термическим разложением SF5CI при 200…300 °C;
- фторированием соединений серы (например, COS). Данный способ безотходного производства элегаза, основанный на повторном фторировании загрязняющих продуктов, в Российской Федерации пока не используется, как и предыдущие два.
Физические и химические свойства элегаза
Элегаз является чрезвычайно химически инертным соединением. Он не взаимодействует с щелочами, кислотами, окислителями, восстановителями, устойчив к действию расплавленных металлов. Элегаз так же очень слабо растворяется в воде и взаимодействует лишь с органическими растворителями.
Соединение распадается при температуре выше 1100 °С. Газообразные продукты распада элегаза ядовиты и обладают резким, специфическим запахом. Элегаз не поддерживает горения и дыхания, поэтому при накоплении его в производственных помещениях может возникнуть кислородная недостаточность. По ГОСТ 12.1.007-76 по степени воздействия на организм элегаз относится к 4 классу опасности, к которому принадлежат малоопасные вещества. Предельно допустимая концентрация (ПДК) в воздухе рабочей зоны производных помещений 5000 мг/м3. Предельно допустимая концентрация в атмосферном воздухе – 0,001 мг/м3.
Рис.3
Напряжение пробоя (кВ)
Напряжение пробоя и функция давления для неоднородного электрического поля
Захватывая электроны, элегаз образует малоподвижные ионы, которые медленно разгоняются в электрическом поле и развитие электронных лавин затруднено.
Значительная диэлектрическая прочность элегаза обеспечивает высокую степень изоляции при минимальных размерах и расстояниях, что позволяет уменьшить массу и габариты электротехнического оборудования, а хорошая способность гашения дуги и охлаждаемость элегаза увеличивают отключающую способность коммутационных аппаратов и уменьшают нагрев токоведущих частей.
Применение элегаза позволяет при прочих равных условиях увеличить токовую нагрузку на 25% и допустимую температуру медных контактов до 90°С (в воздушной среде 75°С) благодаря химической стойкости, негорючести, пожаробезопасности и большей охлаждающей способности элегаза.
В электрическом поле элегаз обладает способностью захватывать электроны (количество носителей заряда уменьшается), что и обусловливает его высокую электрическую прочность (на примере сравнения с азотом – рис. 3).
При увеличении давления электрическая прочность элегаза возрастает почти пропорционально давлению и может быть выше электрической прочности жидких и некоторых твердых диэлектриков.
Однако это преимущество становится недостатком элегаза при низких температурах по причине перехода его в жидкое состояние и потере изоляционных свойств, что определяет дополнительные требования к температурному режиму элегазового оборудования в эксплуатации. На рис. 4 приведена зависимость состояния элегаза от давления и температуры.
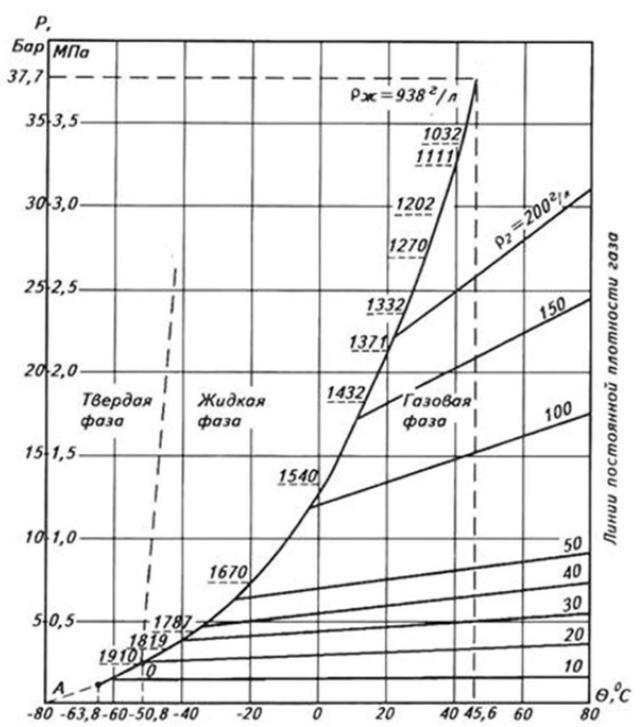
Рис. 4
Как видно из рис. 4, температура сжижения элегаза при избыточном давлении (давлении заполнения оборудования) 0,3 МПа составляет -45 °С, а при 0,5 МПа она повышается до -30 °С. Таким образом, наибольшее рабочее давление и, следовательно, наибольший уровень электрической прочности элегаза в изоляционной конструкции ограничиваются возможностью сжижения элегаза при низких температурах.
В связи с этим, выходом из ситуации является применение смеси элегаза с другими газами, у которых электрическая прочность лишь на 10…15 % ниже прочности чистого элегаза, а допустимое давление резко возрастает. Так, например, у смеси из 30 % элегаза и 70 % азота сжижение при температуре -45 °С наступает при давлении 8 МПа.
Таким образом, допустимое рабочее давление для смеси оказывается примерно в 30 раз выше, чем для чистого элегаза.
Еще одним вариантом повышения надежности работы электрооборудования при температурах – 40 °С и ниже является подогрев элегаза (бак элегазового выключателя во избежание перехода элегаза в жидкое состояние нагревают до плюс 12°С).
Эксплуатационная способность элегаза улучшается в равномерном электрическом поле, поэтому конструкция отдельных элементов распределительных устройств должна обеспечивать наибольшую равномерность и однородность электрического поля.
В неоднородном поле появляются местные перенапряжения электрического поля, которые вызывают коронирующие разряды. Под действием этих разрядов элегаз разлагается, образуя в своей среде низшие фториды (SF2, SF4), вредно действующие на конструкционные материалы коммутационного оборудования.
Во избежание разрядов поверхности отдельных металлических деталей коммутационного оборудования выполняются особо гладкими, они не должны иметь загрязнений, шероховатостей и заусенцев. Обязательность выполнения этих требований диктуется тем, что грязь, пыль, металлические частицы также создают местные напряженности электрического поля, а при этом ухудшается электрическая прочность элегазовой изоляции.
Теплопроводность SF6 ниже, чем у воздуха, но его полная теплоотдача, в особенности, если учесть конвекцию очень хорошая (как у водорода или гелия), выше чем у воздуха, но ниже чем у азота (рис. 5).
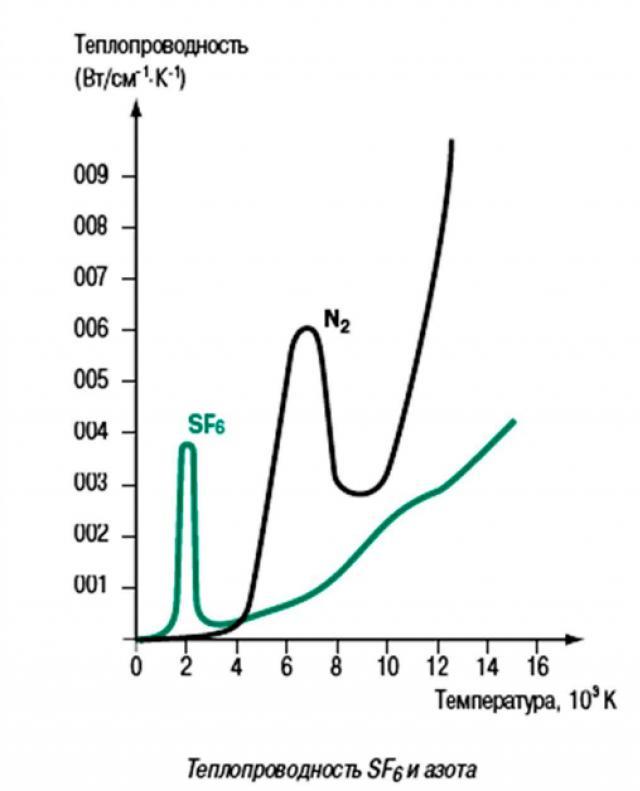
Рис.5
Как видно из графика теплопроводности, при температурах около 2000 К теплоемкость элегаза резко увеличивается вследствие диссоциации (распад молекул на ионы). Поэтому теплопроводность плазмы, а следовательно и дугогасительная способность элегаза в области температур 2000 – 3000 К при прочих равных условиях значительно выше (на два порядка), чем воздуха.
При температурах порядка 4000 К диссоциация молекул заканчивается и начинается рекомбинация молекул. В этой области температур теплопроводность плазмы еще значительная, идет охлаждение дуги, этому способствует также удаление свободных электронов из плазмы за счет захвата их молекулами элегаза и атомарным фтором. Электрическая прочность промежутка постепенно увеличивается и в конечном счете восстанавливается.
При дальнейшем росте температуры (до 7000 К) теплопроводность плазмы падает, достигая теплопроводности воздуха. Вплоть до температур порядка 8000 – 12 000 К такие процессы уменьшают напряжение и сопротивление горящей дуги в элегазе на 20 – 30% по сравнению с дугой в воздухе.
Особенность гашения дуги в элегазе заключается в том, что при токе, близком к нулевому значению, тонкий стержень дуги еще поддерживается и обрывается в последний момент перехода тока через нуль. К тому же после прохода тока через нуль остаточный столб дуги в элегазе интенсивно охлаждается, в том числе за счет еще большего увеличения теплоемкости плазмы при температурах порядка 2000 К, и электрическая прочность быстро увеличивается.
Такая стабильность горения дуги в элегазе до минимальных значений тока при относительно низких температурах приводит к отсутствию срезов тока и больших перенапряжений при гашении дуги.
В воздухе электрическая прочность промежутка в момент прохождения тока дуги через нуль больше, но из-за большой постоянной времени дуги у воздуха скорость нарастания электрической прочности после прохождения значения тока через нуль меньше.
4 июня 2012 в 11:00
132385
12 июля 2011 в 08:56
29713
28 ноября 2011 в 10:00
17045
14 ноября 2012 в 10:00
13113
21 июля 2011 в 10:00
13091
29 февраля 2012 в 10:00
11777
16 августа 2012 в 16:00
11118
24 мая 2017 в 10:00
10989
25 декабря 2012 в 10:00
10881
27 февраля 2013 в 10:00
8869
Источник