
Какими свойствами обладает челночная строчка

Челночную строчку трудно распустить, она достаточно прочна на разрыв в направлении как вдоль, так и поперек. Расстояние между двумя смежными проколами иглы определяет длину стежка. Челночная строчка малорастяжима. Например, строчка, выполненная хлопчатобумажными нитками, может растягиваться в продольном направлении лишь на 10… 15 %. Растягивающие усилия в основных швах верхней одежды не превышают 15 Н на полоску материала шириной 10 мм и вызывают ее удлинение только на 2…3%. Следовательно, челночное переплетение вполне приемлемо для изготовления одежды.
При определении расхода ниток на образование челночной строчки учитывают коэффициент уработки, который равен 1,2… 1,7. Так, на шов длиной 100 мм расходуется 150 мм верхней и 150 мм нижней нитки, если коэффициент уработки равен 1,5. Коэффициент уработки зависит от степени натяжения ниток, толщины стачиваемых материалов, длины стежка и других факторов.
Машины челночного стежка имеют более сложную конструкцию, чем машины стежка других типов. Наличие шпульки в челночном устройстве уменьшает время использования машины, так как в зависимости от длины шва шпульку нужно менять 60… 80 раз в смену. Устройство челночного комплекта является более сложным, чем устройство петлителя машин цепного стежка.
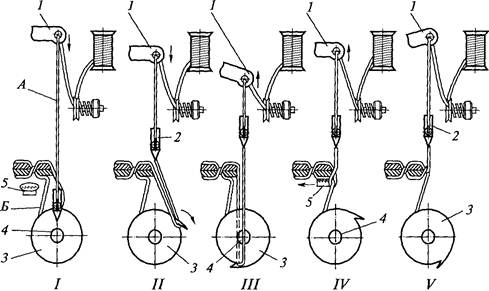
Для выполнения челночной строчки в каждой швейной машине имеются следующие рабочие органы: игла 2, служащая для прокола материалов, проведения через них верхней нитки и образования петли; нитепритягиватель 1, подающий нитку игле, челноку, выбирающий нитку из челночного комплекта, затягивающий стежок и сматывающий нитку с бобины или катушки; челнок 3, образующий из игольной нитки петлю, расширяющий ее, обводящий вокруг шпульки 4 и осуществляющий переплетение верхней и нижней ниток; механизм перемещения материала (например, реечный) 5; лапка, прижимающая материал к игольной пластине и рейке.
Переплетение ниток при образовании челночного стежка производится с помощью колеблющегося или вращающегося челнока Наибольшее распространение получили машины с вращающимися челноками, поэтому ниже рассмотрим принцип образования челночной строчки на машине с вращающимся челноком.
Игла 2 прокалывает материалы, проводит верхнюю нитку через них и опускается в крайнее нижнее положение. При подъеме иглы из крайнего нижнего положения на 1,5…2 мм образуется петля, которую захватывает носик челнока 3.
Игла 2 поднимается вверх (положение II), челнок 3, захватив петлю верхней нитки, расширяет ее. Нитепритягиватель 1, перемещаясь вниз, подает нитку челноку.
Петля верхней нитки (положение III) обводится челноком 3 вокруг шпульки 4.
Когда петля верхней нитки будет обведена вокруг шпульки 4 (положение IV) на угол больше 180°, нитепритягиватель 1, поднявшись вверх, затянет стежок, рейка 5 переместит материалы на длину стежка, челнок 3 (положение V) совершит холостой ход; игла 2, нитепритягиватель 1 и рейка за это время закончат свою работу.
Создание широкой номенклатуры оборудования требует его четкой классификации и обозначения. Каждый, кто знакомится со швейными машинами, смотрит на цифровое обозначение – класс. Слово «класс» применительно к швейной машине означает её вид или номер.
Согласно «Положению о маркировки швейных машин и полуавтоматов», разработанному АО «ВНИИЛтекмаш», обозначение строится по иерархическому принципу (конструктивно-унифицированный ряд — КУР, модификация, оснащенность средствами автоматизации, комплектование технологической и организационной оснасткой).
Обозначения машин применительно к рассматриваемому КУР состоят из четырех групп:
Х1Х2Х3 – Х4Х5Х6 + Y+ Z.
Первая группа обозначает КУР и состоит из трех разрядов.
Первый, Х1, определяет последовательность совершенствования или развития ряда; второй, Х2, —класс стежка; третий, Х3 — особенности данного ряда (например, расположение оси челнока, особенности обрабатываемого материала и т.п.).
Вторая группа характеризует конкретную машину (модификацию) КУР. Разряд Х4показывает способ перемещения материала в машине; разряд Х5 —толщину пакета обрабатываемого материала; разряд Х6указывает на наличие встроенных дополнительных устройств, расширяющих технологические возможности машин. Разряд Х6для машин челночного стежка не используется, он предназначен для машин цепного и стачивающе-обметочного стежков.
Третья группа, Y, обозначает комплект средств автоматизации, четвертая, Z, — комплект технологической оснастки, специализирующей машину на выполнении конкретной операции.
Для КУР-131 ОАО «Орша» разряды принимают следующие значения:
Х1– 1 (исходный ряд — 1, 2, 3,…);
Х2 – 3 (машины челночного стежка);
Х3 – 1 (первый конструктивный ряд одноигольных машин челночного стежка, имеющих горизонтальную ось вращения челнока: предназначенных для пошива изделий из легких, средней тяжести и тяжелых материалов; максимальная частота вращения главного вала до 6000 мин-1);
Х4– 1, 2, 3, 4 (перемещение материала соответственно одной нижней рейкой (1), двумя нижними рейками (2), рейкой и иглой 3), нижней и верхней рейками (4);
Х5 – 1, 2, 3 (толщина обрабатываемого пакета до 3; 5 и 7 мм);
Х6 – 1 (наличие механизма ножей для обрезки края материала);
Y -1 …299 (1 …49 — отсутствие средств автоматизации, фрикционный привод; 50…99 — автоматический останов машины в заданном положении, подъем и опускание лапки и обрезка ниток; 100… 149 — то же, что и 50…99, и автоматическое выполнение закрепки в начале и конце строчки; более 150 — то же, что и 100… 149, и программное выполнение сложной строчки);
Z = 300… 699 (301 — изготовление отделочных складок на мужских сорочках, 302 — обработка пояса женского плаща, 303 — притачивание манжет к рукавам мужской сорочки).
В нашей стране сейчас также действуют исторически сложившиеся порядковые номера.
Например, вместо машины 76А кл. появилась базовая машина 876 кл. и ряд модификаций на её основе (976, 1076, 1176, 1276 кл. и др.), в обозначении которых изменялась первая цифра и сохранялись две последние (76), что означало преемственность их конструкции и назначения от машины 76А кл. вместо машины 52кл. появилась базовая машина 852 кл.
Обозначение на основе модификации стали получать путём добавления к классу базовой модели цифры после дефиса (например, 1276-1, 1276-2 кл.) В некоторых случаях в индексе класса двухигольных челночных машин стали вводить цифру, обозначающие расстояние между иглами, через знак умножения (например, 852*38, 852-1*10 кл.). Индекс класса машин, снабжённых устройством автоматического останова, стал начинаться с нуля (например, 0876, 0852, 01022М кл. и т.п.).
Почти все зарубежные фирмы стремятся внести в обозначение класса машины определённые технические и технологические параметры, причем каждая фирма имеет свою систему индексации и кодирования. Код машины может состоять из разного числа цифр и букв: от 10 до 22 знаков. Они, как правило, разбиты на разряды, каждый из которых несет определенный вид информации, расшифровывающийся по специальным таблицам.
Для примера приведем полное обозначение одной из машин фирмы «Пфафф» (Германия), состоящее из 22 знаков:
142-732/09-263/02-900/05 SB* 10.
Расшифровывается это обозначение так: машина двухниточного челночного стежка с челноком, вращающимся вокруг вертикальной оси (1), с плоской платформой (4), двухигольная с перемещением материала нижней рейкой и отклоняющейся иглой (2); машина оснащена следующими дополнительными устройствами: для обрезки материала (732/09), изготовления карманов в рамку без клапана (263/02), обрезки ниток (900/05), может обрабатывать материалы (S) средней толщины (В); расстояние между иглами 10 мм (10).
Как видим, обозначение довольно сложное, но при поставке оно исключает возможную путаницу в комплектовании машины.
Многие фирмы-изготовители швейных машин для лучшего представления о конструктивных особенностях машин применяют в рекламных материалах пиктограммы (символы) функций машин.
Челночные стежки образуются по принципу проведения в петлю первой нитки конца второй нитки.
Какого бы типа стежок ни выполняла швейная машина, в процессе его образования имеются одинаковые или похожие друг на друга фазы.
Прокол материала иглой в большинстве случаев происходит в направлении, перпендикулярном его поверхности. Однако в стачивающе-обметочных машинах прямая игла может прокалывать материал под углом 65…75°, а дуговая игла в момент прокола располагается близко к нормали. В машинах потайного стежка дуговая игла в момент прокола находится под небольшим углом к поверхности материала. При проколе материала игла образует в нем отверстие, в которое затем входит вместе с иглой петля ее нитки, заправленной в ушко иглы. Для достижения наилучших условий взаимодействия иглы с материалом, уменьшения его прорубания и повышения прочности строчки для каждого вида материала и стежка выбирается игла определенной толщины, формы заточки острия, геометрии ушка и других параметров, влияющих на усилие прокола, форму отверстия в материале и т.д.
Проведение петли иглы сквозь материал при всех вариантах образования стежков происходит одинаково. Игла с ниткой, вдетой в ушко, проколов материал, доходит до крайнего нижнего положения, протаскивая в образовавшееся отверстие петлю своей нитки. Для обеспечения этого процесса иглы со стороны острия изготовляют с желобками (канавками). Для машин челночного стежка обычно применяются иглы с двумя желобками: одним глубоким и длинным, другим мелким и коротким. Для машин цепного стежка используют иглы с двумя длинными желобками, один из которых глубокий, а другой мелкий. Это связано с тем, что затягивание цепного стежка происходит при рабочем ходе иглы, образующей последующий стежок.
Общий ход иглы складывается из ее перемещения над игольной пластиной и под ней и для большинства машин колеблется в диапазоне 28…36 мм. При этом перемещение иглы над игольной пластиной, как правило, для челночных машин составляет больше половины общего хода иглы, а для машин цепного стежка — меньше его половины.
Длина нитки, проводимой иглой через материал, равна двойному расстоянию от поверхности материала до ушка иглы, которая опускается в крайнее нижнее положение ниже линии движения носика челнока или петлителя на 4…5 мм.
Соотношение толщин нитки и иглы (номеров швейных ниток и игл) должно быть подобрано определенным образом с учетом обеспечения условий их оптимального взаимодействия в зависимости от размеров и геометрии ушка, канавки иглы, физико-механических свойств стачиваемых материалов и самих ниток.
Образование петли-напуска игольной нитки — один из наиболее ответственных моментов получения стежка любого типа. В тот момент, когда игла после прокола и проведения своей нитки сквозь материал дошла до крайнего нижнего положения, нитка с одной стороны иглы находится внутри длинной глубокой канавки, а с другой либо внутри короткой мелкой канавки, либо рядом с иглой в натянутом состоянии. Для захвата ее носиком челнока или петлителя необходим зазор между ниткой и той стороной иглы, которая обращена к рабочему органу (челноку или петлителю). Образование этого зазора происходит в момент подъема иглы из крайнего нижнего положения на 1,5…2 мм. В начальный момент образования зазора большую роль играет упругость самой нитки и тот факт, что она подверглась растяжению и изгибу при движении иглы вниз; на нижнюю часть петли нитки может воздействовать нижняя кромка ушка поднимающейся иглы, что еще более увеличивает длину петли-напуска. Выемка над ушком иглы также способствует устойчивому образованию зазора между иглой и ниткой, и чем глубже эта выемка, тем эффективнее ее действие, особенно в быстроходных машинах.
Основная же причина отхода нитки от иглы — это трение нитки, зажатой между материалом и иглой со стороны короткого желобка. Именно со стороны короткого желобка, обращенного к носику челнока или петлителя, образуется петля-напуск наибольшей длины.
И только в машинах, имеющих дуговую иглу, образование зазора между иглой и ее ниткой не связано с обратным ходом иглы, а обусловлено самой конструкцией иглы.
Захват петли-напуска носиком челнока или петлителя происходит над ушком иглы в зоне наибольшего расширения петли в тот момент, когда игла поднялась из крайнего нижнего положения на 2,5… 3 мм и просвет между ниткой и телом иглы достиг 1,5… 2 мм. При этом носик челнока или петлителя входит в образовавшийся со стороны короткого желобка иглы зазор и как бы надевает на себя петлю-напуск игольной нитки. Чем ближе он подходит к телу иглы, тем лучше условия захвата петли-напуска. Зазор между иглой и носиком челнока или петлителя обычно устанавливается равным 0,1…0,15 мм. Чрезмерно большая длина петли-напуска не менее опасна для возникновения пропуска стежка, чем ее недостаточная длина, так как петля склонна к закручиванию вокруг иглы вследствие неуравновешенности крутки нитки. В промышленных машинах часто поворачивают иглу в иглодержателе на некоторый угол в сторону, противоположную той, куда закручивается петля. Лучше, если поворот петли происходит навстречу движению носика челнока или петлителя, чем по ходу его движения.
Выход иглы из материала и ее ход над игольной пластиной до крайнего верхнего положения иногда называют холостым ходом иглы. Однако за этот период под игольной пластиной происходят важные процессы, различные для машин челночного и цепного стежка. Носик челнока с надетой на него петлей нитки иглы при своем движении вперед расширяет петлю и обводит ее вокруг себя таким образом, что петля оказывается готовой к сбросу на нитку челнока по другую его сторону, т. е. на нитку, идущую из шпульки к предыдущему стежку. В машинах цепного стежка носик петлителя проводит петлю своей нитки в игольную петлю и выводит на линию движения иглы. Когда игла оказывается вне материала, происходит его перемещение на шаг стежка. При опускании иглы осуществляются повторный прокол материала на расстоянии шага стежка от предыдущего и повторное проведение нитки иглы через материал. При этом в машинах челночного стежка игла входит в паз челнока и нитка предыдущей петли сбрасывается на нижнюю нитку, а в машинах цепного стежка игла проходит между петлителем и его ниткой с последующим сбросом петли с петлителя. Затем и в том и в другом случае происходит затягивание стежка, причем в машинах цепного стежка окончательное затягивание стежков в строчке происходит на втором, а иногда и на третьем стежке.
Затягивание челночных стежков обеспечивается механизмом нитепритягивателя или нитеподатчика. В машинах цепного стежка наряду с нитеподатчиком и даже в большей степени, чем сам нитеподатчик, в затягивании стежка участвуют рабочие органы — игла, петлитель и зубчатая рейка механизма перемещения материала.
Затягиванием стежка завершается процесс его образования, после чего цикл повторяется.
Из описания процесса образования петли у ушка иглы, в машинах челночного стежка, можно сделать следующие выводы:
1) так как носик челнока должен захватывать с иглы только короткую ветвь петли, в швейных машинах челночного типа игла должна устанавливаться всегда коротким желобком к носику челнока;
2) верхнюю нитку в ушко иглы в челночных машинах всегда нужно заправлять со стороны длинного желобка показана правильная заправка нитки в ушко иглы.
При неправильной, обратной заправке, носик челнока будет захватывать длинную ветвь петли, а игла, поднимаясь, будет вытягивать ее своим ушком и обрывать нитку. При таких условиях стежок образоваться не сможет.
На процесс образования петли влияет целый ряд и других факторов: упругость, толщина, крутка и состояние поверхности нитки, толщина, плотность и отделка материала, размеры иглы и т.д.
От размеров носика челнока зависит зазор между ниткой и иглой, необходимый для образования игольной петли.
Большое влияние на образование петли оказывает диаметр игольного отверстия не может быть произвольным — он должен соответствовать диаметру иглы. При слишком большой разнице между диаметром иглы и диаметром отверстия в игольной пластине материал при проколе будет вдавливаться в отверстие, а при подъеме иглы из нижнего положения — подниматься вместе с ветвями петли, в результате чего расширение петли будет запаздывать.
Считается нормальным, если диаметр игольного отверстия в пластине в 1,5 раза больше диаметра иглы. При больших скоростях движения иглы в быстроходных швейных машинах, а также при пошиве изделий из кожи, резины и других плотных материалов трение, возникающее между иглой и материалом, может вызвать недопустимый перегрев иглы. Во избежание этого нужно всеми средствами стремиться к уменьшению коэффициента трения между иглой и материалом. Достигается это, в первую очередь, тщательной полировкой острия и лезвия иглы. При пошиве изделий из плотных материалов (кожи, резины) применяется соответствующая смазка нитки и иглы.
Эффективным средством борьбы с нагреванием иглы является устройство воздушного охлаждения: игла непрерывно обдувается струей воздуха, подаваемого при невысоком давлении центробежным вентилятором.
Кроме того, некоторые фирмы — производители игл применяют специальные покрытия игл. Так, фирмой «Шметц» производятся иглы, покрытые слоем тефлона.
Верхняя игольная нитка должна быть правой крутки.
Для безупречной работы машины нитки должны иметь определенную влажность, чтобы они не были хрупкими и не обрывались во время работы.
Конец формы
Генерация страницы за: 0.058 сек.
Источник
Все стежки делятся всего лишь на два вида – челночный стежок и цепной стежок. Фундаментальным различием между челночными и цепными типами является то, что в первом случае шов получается благодаря переплетению нитей, а во втором – благодаря переплетению петлей нитей.
 Виды стежков
Виды стежков
Цепной стежок. Применяется для создания оверлочного шва, хорошо подходит для эластичных тканей, так как способен растягиваться. Может быть однониточным. Таким стежком шьют мешкозашивочные машины, потому что с помощью него можно получить строчку, которая легко распускается. На цепные стежки расходуется больше нитей, нежели на челночные. Из цепных стежков получаются прекрасные потайные строчки.
Челночные стежки. Состоят из не менее чем из двух нитей. Швы из челночных стежков не имеют способности распускаться, даже в случае обрыва нитей.
Существует шесть основных вариаций стежков, которые образуются из двух основных типов – цепного и челночного:
- 100 – однониточные цепные
- 200 – ручные, а мы рассмотрим только машинные стежки
- 300 – челночные
- 400 – многониточные цепные
- 500 – оверлочные цепные
- 600 – коверлочные цепные
Однониточные цепные стежки, серия 1хх
Стежок 101 – однониточный цепной, предназначен для пришивания пуговиц, для обработки петель, для зашивания мешков, применяется также в декоративных строчках. Однониточный цепной стежок обычно используется, когда требуется легкое изъятие нити, например при намётке. Достаточно потянуть за конец нити, и шов легко распускается.
 101 однониточный цепной стежок
101 однониточный цепной стежок
Стежок 103 – тоже из семейства однониточных цепных стежков. Используется для образования обмёточного шва и потайной строчки. Потайной шов получается с использованием изогнутой иглы. Пример можно посмотреть на видео, где с помощью изогнутой иглы прошивают ботинок. Таким стежком шьют скорняжные машины.
 Однониточный цепной стежок для потайного шва
Однониточный цепной стежок для потайного шва
Стежок 104 – тоже из семейства однониточных цепных стежков, предназначен для пришивания пуговиц и заклёпок. Обычно швейные машины используют фиксированное количество стежков 8 – 16 – 32. Количество стежков для пришивания пуговицы зависит от размера пуговицы, от количества отверстий пуговицы (2 или 4) и от типа одежды, например рубашка или пальто.
 Однониточный цепной стежок для пуговиц
Однониточный цепной стежок для пуговиц
Челночные стежки, серия 3хх
Стежок 301 – челночный стежок для прямых строчек. Образуется переплетением верхней и нижней нити, причем само сплетение нитей происходит в толще ткани. Шов из таких стежков получается очень прочным, причем чем меньше размер стежка тем прочнее шов.
 Челночный стежок
Челночный стежок
Стежок 304 – вариация челночного стежка для нижнего белья и купальников. Необходимо, чтобы швы на таких изделиях могли растягиваться. Из всех челночных стежков с этой задачей лучше всего справляется симметричный зиг заг.
 Зигзаг
Зигзаг
Стежок 401 – двухниточный цепной стежок. Это основной стежок для стыковочных швов. Имеет способность немного растягиваться. Образуется при помощи иглы и петлителя. Используется для пошива джинс.
 Двухниточный цепной сежок для стыковочных швов
Двухниточный цепной сежок для стыковочных швов
Стежок 406 – это один из наиболее распространенных многониточных цепных стежков. Используется в основном при изготовлении спортивной одежды, одежды для отдыха и защитной одежды, где требуется высокая степень прочности и растяжимости швов. Образуется с помощью двух игл и одного петлителя.
 Многониточный цепной стежок
Многониточный цепной стежок
Оверлочные стежки серии 5хх
Стежок 503 – используется для обмётки краёв оверлочными машинами с целью предотвращения распускания краев изделий. Данный стежок образуется с помощью одной игольной нити и одной нити петлителя. Применяется в основном для окантовки одного слоя ткани перед последующей её стыковкой.
Оверлочный двухниточный стежок
Стежок 504 предназначается для обмётки краёв трикотажа. Получается из одной игольной нити и двух нитей петлителя. Обладает хорошей растяжимостью и специальной структурой, которая не позволяет вязаным материалам распускаться по краям.
 Оверлочный трёхниточный стежок
Оверлочный трёхниточный стежок
Стежок 514 – самый прочный и эластичный оверлочный стежок, подходит как для трикотажа так и для тканых материалов. Получается из двух игольных нитей и двух нитей петлителя.
 Четырёхниточный оверлочный стежок
Четырёхниточный оверлочный стежок
Коверлочные стежки 6хх
Стежок 602 является развитием стежка 406, у него появляется дополнительная нить сверху.
 Коверлочный стежок
Коверлочный стежок
Стежок 605 – это развитие стежка 407 с дополнительными нитями. Подходит для окантовки нижнего белья.
 Четырёхниточный коверлочный стежок
Четырёхниточный коверлочный стежок
Источник