
Какие потребительские свойства имеют металлорежущие станки

из “Машиностроение энциклопедия ТомIV-7 Металлорежущие станкии деревообрабатывающее оборудование РазделIV Расчет и конструирование машин Изд2
“
В автоматических и полуавтоматических станках (автоматах и полуавтоматах) автоматизирована вся последовательность движений (цикл обработки), смена режущих инструментов, а в некоторых случаях и контроль полученного размера. К таким станкам относятся станки с числовым программным управлением, в которых сведения о форме обрабатываемой детали, режимах обработки и ее последовательности вводятся в систему управления в виде кодов и чисел. Система управления представляет мшфоэлекгронное изделие, имеющее структуру, бш1зкую к ЭВМ, в памяти которой хранятся указанные вьпие сведения, образующие управляющую программу.
[c.13]
В классе станков с программным управлением выделяют группу мультиавтоматов -станков, способных в автоматическом режиме переходить с обработки деталей одного наименования к обработке деталей другого наименования. Более широкое определение по технологическим возможностям имеет гибкий производственный модуль (ГПМ).
[c.13]
По достижимой точности обработки различают станки Н (нормального), П (повышенного), В (высокого), А (особо высокого) и С (мастер-станки с погрешностью 1 мкм) классов точности. В связи с развитием прецизионного машиностроения начато освоение станков еще более высоких классов точности класса Т (погрешность 0,3 мкм) и класса К (похрешность 0,1 мкм).
[c.13]
Различаются станки и по некоторым конструктивным признакам с круглым столом, двухсторонний, настольный и т.п.
[c.13]
Машины, находящиеся в эксплуатации, образуют парк металлорежущих станков. Чем выше доля автоматизированных станков в парке, тем шире его потенциальные технологические возможности, которые во многом зависят от доли в нем точного оборудования. Структура парка складывается стихийно и отражает уровень специализации промьпилен-ности. Чем выше уровень массового производства, тем больше в парке спегщальных, специализированных и автоматических станков. Серийное производство базируется в основном на полуавтоматах, станках с программным управлением, гибких производственных модулях и на универсальном оборудовании. Преобладание универсального оборудования в парке свидетельствует о мелкосерийном характере производства в промышленности.
[c.13]
Производительность – важнейший показатель станка, характеризующий возможность обработать на нем за определенный календарный период заданную номенклатуру и количество за1фепленных за станком деталей в соответствии с плановым заданием.
[c.16]
Производшельносгь зависит не только от станка, но и от вида обрабатываемой продукции и совершенства организации производства. Баланс времени достигается вследствие снижения числа деталей.
[c.16]
У = к – коэффициент, учитывающий повьппение коэффициента технического использования станка 8 = Тц/(Т1с ) – коэффициент, учитывающий со1фащение времени переналадки станка индекс 0 соответствует базовой модели.
[c.16]
Повысить фонд времени работы можно снижением простоев по организационным причинам.
[c.16]
Сокращение машинного времени не единственный путь повышения производительности. Необходимо изменить и другие факторы вспомогательное время, время наладки, потери на обслуживание, ремонт, а также организационные потери из-за несовершенства планирования и организации производства.
[c.16]
Технологические возможности – это возможный диапазон обрабатываемых деталей по их размерам, форме, ввдам поверхностей, типам материалов и полноте приближения полученного продукта к готовой детали.
[c.16]
Расширение технологических возможностей сокращает необходимое число установок заготовок при выполнении технологического маршрута, сокращает время пролеживания в ожидании следующей операции, сокращает общий цикл обработки и объем незавершенного производства, упрощает оперативное планирование.
[c.16]
Точность обработки – является основным оценочным 1фитерием, наряду с производительностью. Понятие точности противоположно погрешности, которая обычно нормируется.
[c.17]
Точность характеризует отклонение полученного продукта от идеальных требований в пределах допусков, обусловленных технической документацией.
[c.17]
Различают погрешности размера, формы (отклонение от цилиндричносги, плоскостности и др.), взаимного расположения поверхностей (отклонения от осности, перпендикулярности и др.). Кроме того, оценка погрешности может быть осуществлена на одном образце (детали), на партии деталей, что характеризует работу в течение смены, на массиве деталей в течение заданного срока эксплуатации станка, пока действует ресурс сохранения точности.
[c.17]
В понятие точности могут быть включены не только геометрические и статистические оценки, но и погрешности, связанные с динамическими и термическими воздействиями, возникающими в процессе функционирования механизмов и процесса резания. Последние приводят к противоречию между росгом производительности, заставляющим форсировать процессы, и точностью обработки, требующей меньших усилий и меньшего тепловыделения. Противоречие разрешают в известной степени выделением черновых и чистовых проходов.
[c.17]
Вернуться к основной статье
Источник
Металлорежущий станок служит для обтачивания заготовок до заданных технологическим регламентом размеров и форм поверхности. Обработка осуществляется резцовым или абразивным инструментом.
Все металлообрабатывающее оборудование классифицируется по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
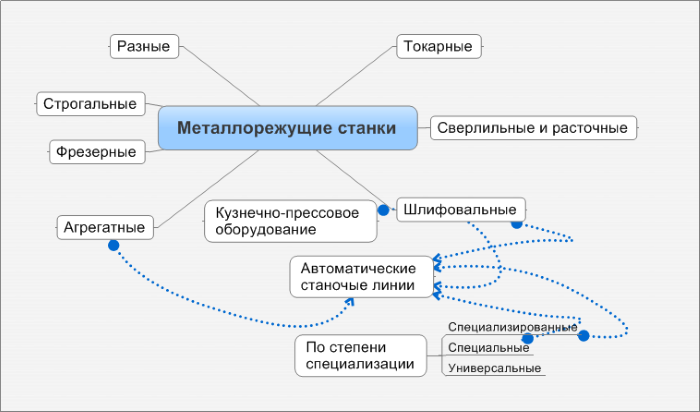
Пример классификации станков в зависимости от типа обработки
Общая классификация
Оборудование для обработки металла подразделяются на 11 групп:
- Токарные станки по металлу. Обрабатывают внешние и внутренние поверхности вращения. Их объединяет одно: вращение детали вокруг своей оси.
- Сверлильные станки. В эту группу входят и расточные станки. Используются для прохода сквозных и глухих отверстий. Их объединяет вращение рабочего инструмента с одновременной его подачей. В горизонтально-расточных механизмах подача происходит благодаря перемещению рабочего стола с закрепленной деталью.
- Шлифовальные станки. У всех подобных станков в качестве рабочего инструмента выступает абразивный шлифовальный круг.
- Полировальные и доводочные станки. Общий признак — использование абразивных кругов, полировальных пастообразных материалов.
- Зубообрабатывающие станки. Предназначены для нарезки зубьев шестерен и колес. Сюда же входят и шлифовальные станки.
- Фрезерные станки. В этой группе рабочим инструментом выступает многолезвийная фреза.
- Строгальные станки. У этих станков рабочим ходом является возвратно-поступательное перемещение резца или заготовки.
- Разрезные станки. Служат для деления на части способом разрезания металлического профиля (уголок, швеллер, пруток и т. д.).
- Протяжные станки. Рабочим инструментом служат специальные многолезвийные протяжки.
- Резьбообрабатывающие станки. Сюда входит оборудование, специально предназначенное для нарезания резьбы. К этой группе не относятся токарные станки.
- Вспомогательные и разные станки. Относятся к отдельной группе, выполняют различные вспомогательные операции.
Классификация по типам
Оборудование одного типа может иметь разную компоновку. Фрезерный станок может называться горизонтальным или вертикальным – по расположению оси шпинделя. Различаются кинематические схемы передачи перемещений, системы управления, параметры точности резания.
Однотипные станки со схожей компоновкой, кинематикой, но имеющие различные размеры, объединятся в размерный ряд. Например, зубофрезерные станки делятся на 12 типоразмеров в зависимости от изготавливаемых деталей (от 80 мм до 12000 мм). Каждый типоразмер станка, предназначенный для определенной обработки деталей, называется моделью. Каждая модель имеет свои обозначения: сочетание цифр и букв, указывающие на группу станка, предельные размеры заготовки, отличие от базовой модели.
Классификация по универсальности
Обрабатывающие механизмы одной и той же группы могут выполнять различные задачи:
- Универсальные обрабатывают изделия широкой номенклатуры. Размеры заготовок могут быть различными. Способны выполнять любые технологические операции, предусмотренные для данной группы.
- Специализированные изготавливают однотипные детали (детали корпусов, валы, сходные по форме, но отличающиеся размерами).
- Специальные выполняют операции с одной деталью различных размеров.
Классификация по степени точности
Степень точности обработки на данном станке указывается буквой, входящей в его обозначение:
- Н — нормальная точность;
- П — повышенная точность;
- В — высокая точность;
- А — особо высокая точность;
- С — особо точные мастер-станки.
Пример: 16К20П — станок токарный, имеющий повышенную точность.
Классификация по степени автоматизации
Обрабатывающее оборудование делится на автоматы и полуавтоматы. Рабочий цикл у автоматов полностью автономный. В полуавтоматах загрузку заготовок и снятие обработанных изделий проводит оператор. Он же выполняет запуск очередного цикла обработки.
Комплексная автоматизация крупносерийного изготовления металлопродукции подразумевает установку автоматических технологических линий из отдельных станков-автоматов. Выпуск продукции небольшими партиями осуществляется гибкими производственными модулями.
Станки, производящие продукцию под управлением ЧПУ, обозначаются буквой Ц (цикл) или Ф. Цифры обозначают особенность системы управления:
- Ф1 — цифровая индикация и предварительный выбор координат;
- Ф2 — позиционная система управления;
- Ф3 — контурная система управления;
- Ф4 — универсальная система управления.
Например, ассортимент токарных станков по металлу с ЧПУ от компании СтанкоМашКомплекс можно посмотреть по указанной ссылке.
Классификация по массе
В зависимости от массы изготавливаемых деталей станки делятся на:
- легкие, весом до 1000 кг;
- средние, весом до 10000 кг;
- тяжелые, весом от 10000 кг, которые, в свою очередь, подразделяются на крупные (16000—30000 кг) и собственно тяжелые (до 100000 кг);
- особо тяжелые — свыше 100000 кг.
Нумерация станков
Идентификация любого металлообрабатывающего станка основана на присвоении ему буквенно-цифрового шифра.
Цифры говорят, к какой группе относится станок (токарной, фрезерной и т. д.), указывают на тип и условный размер оборудования. Расшифровав нумерацию, можно узнать высоту центров, предельные размеры заготовок или диаметры сверления обрабатываемых деталей.
Обрабатывающие станки одного размера, но с разными характеристиками обозначаются буквой, введенной между первой и второй цифрой. Например, токарные станки моделей 162 и 1К62 различаются максимальной скоростью вращения. У первого она 600 об/мин, у второго — 2000 об/мин.
Различие модификаций станков одной и той же модели можно определить по букве в конце номера. Если нумерация базовой модели горизонтально-фрезерного станка — 6Н82, то упрощенная модификация этого станка — 6Н82Г.
Встречается нумерация, когда четвертая цифра определяет усовершенствованный вариант станка того же типоразмера. Так, горизонтально-расточной станок модели 262 имеет современную модификацию, обозначаемую 2620.
Присвоение металлообрабатывающим станкам буквенно-цифровых индексов позволяет с легкостью найти соответствующее оборудование по специальным каталогам. Также индексация дает возможность быстрого поиска необходимых запасных частей.
Источник
На чтение 6 мин.
Металлорежущие станки представляют собой обширную группу промышленного оборудования для обработки металлических заготовок. Помимо работы с металлом, они подходят для разрезания металла, пластика, других материалов. Из-за многообразия установок, их разделяют по разным факторам в отдельные группы.
 Металлорежущий станок для обработки заготовок
Металлорежущий станок для обработки заготовок
Общая классификация
Классификация металлорежущих станков осуществляется по разным факторам. Это разделения по весу, габаритам, типу, классу точности, степени автоматизации, универсальности. О каждой их групп нужно поговорить более подробно.
Классификация по типам
По типу оборудования выделяется 9 видов установок:
- Токарные станки. Занимают примерно 30% от общей массы металлорежущих устройств. Заготовка зажимается в специальном зажиме. Процесс разрезания начинается после установки резцов, которые снимают слой металла под воздействием вращения.
- Расточный, сверлильные агрегаты. Занимают 20% от общей массы станков. Детали закрепляются на рабочем столе. Резание происходит за счет вращения шпинделя с со сверлом, зажатым в патроне.
- Заточные, шлифовальные, полировальные машины. Занимают 20% от общей массы установок по резанию металлов. Резание металла происходит за счет вращения абразивного материала, которые соприкасается с рабочей поверхностью. От величины абразива зависит скорость обработки.
- Устройства для физико-химического резания заготовок. Наименее распространенное оборудование.
- Аппараты для обработки резьбы, зубцов. Занимают 6% от массы. Используются для нарезания резьбы, изготовления, заточки шестерней.
- Долбежные, протяжные, строгальные машины. Занимают 4% от массы металлорежущего оборудования.
- Фрезерные станки. Занимают 15 % от общей массы. Обработка металлических заготовок происходит благодаря вращению фрез разной формы.
- Разрезные установки. Используются для разделения арматуры, профилей, уголков.
- Машины для выполнения различных операций, связанных с резанием.
Классификация по универсальности
Отдельное разделение металлорежущих станков — по их универсальности. Выделяется две группы:
- Установки узконаправленного профиля. Используются для выполнения одной определенной технологической операции.
- Универсальные агрегаты. Представляют собой крупногабаритные конструкции, которые предназначены для выполнения различных технологических операций.
Для более качественного выполнения технологических операций лучше купить несколько станков узконаправленного профиля.
Классификация по степени точности
По точности металлорежущие машины бывают нескольких видов, каждый из которых имеет свою маркировку:
- Повышенная — обозначается буквой П.
- Нормальное — обозначение Н.
- Высокая — обозначается буквой В.
- Особо высокая — обозначение А.
- Наиболее высокая точность — обозначается буквой С.
Чтобы использовать агрегаты с маркировкой В, А, С, требуется заранее подготовить помещение. В нем должен поддерживаться постоянный температурный режим, уровень влажности.
Классификация по степени автоматизации
По степени автоматизации выделяют такие типы металлорежущих станков:
- Модели с ручным управлением. Рабочему нужно убирать, подготавливать заготовки, настраивать все подвижные элементы самостоятельно, координировать рабочий процесс.
- Полуавтоматические машины. Рабочему требуется менять детали самостоятельно, включать, выключать подвижные механизмы.
- Автоматы — агрегаты, которые выполняют обработку заготовок самостоятельно. Используются при серийном производстве.
- Оборудование с ЧПУ. Оператор задает требуемый алгоритм через программу. Подвижные механизмы работают самостоятельно, подбирают оптимальные режимы, загружают, выгружают детали.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности.
Металлорежущий автоматический станок
Классификация по массе
Промышленные металлорежущие машины разделяются по массе. Выделяют:
- Легкие — конструкции весят до 1000 кг.
- Средние — масса начинается от 1 тонны, заканчивается 10 тоннами.
- Крупные — масса от 16 до 30 тонн.
- Тяжелые — масса от 30 до 100 тонн.
- Сверхтяжелые — конструкции весят более 100 тонн.
Обозначения указываются в техническом паспорте.
Маркировка станков
Краткие обозначения, состоящие из букв и цифр, указывают на разные технические характеристики, предназначение, производителя агрегатов. Маркировки делятся на две группы:
- Маркировка машин серийного производства. Первая цифра указывает на группу, вторая на тип. Буква, идущая после первых двух цифр, указывает на модернизацию конструкции. Далее обозначается эксплуатационный параметр двумя цифрами. После него указывается тип ЧПУ одной буквой с цифрой. Последняя буква с цифрой обозначают вычислительное устройство ЧПУ.
- Маркировка специализированных установок. Первые две буквы обозначают сокращенное название производителя. После него указывается основной эксплуатационный параметр тремя цифрами. Далее обозначается модификация буквой. Последние буква с цифрой указывают на вычислительное устройство ЧПУ.
После таких маркировок могут добавлять отдельные обозначения, которые указывают на технические характеристики. Более точную расшифровку можно найти в таблицах, присутствующих в интернете.
Уровни автоматизации
Ручные установки уступают место оборудованию с ЧПУ. Эта система автоматизации представляет собой несколько связанных между собой элементов:
- Пульт управления.
- Монитор для задачи алгоритмов, контроля рабочего процесса.
- Датчики, определяющие положение заготовки на рабочем столе, передвижение оснастки.
- Шаговые двигатели, которые управляются компьютером.
У оператора должен быть практический опыт настройки, ремонта подобных систем.
 Металлорежущий станок с ЧПУ
Металлорежущий станок с ЧПУ
Конструкция станков
Почти все оборудование, которое используется для работы с металлическими деталями, похоже по конструкции. Выделяется две больших группы по движению рабочих частей:
- Подача оснастки к заготовке.
- Подача детали к режущим частям установки.
Существуют элементы, которые характерны для любых металлорежущих машин:
- Система управления.
- Станина, на которой закрепляются другие детали.
- Рабочий стол.
- Электродвигатель с возможностью установки оснастки, закрепления заготовок.
Остальные элементы могут изменяться зависимо от типа оборудования.
Принципы выбора
При выборе металлорежущего станка нужно учитывать некоторые факторы:
- Систему управления.
- Габариты, вес установки.
- Возможность выполнять одну или несколько технологических операций.
Преимущества и недостатки
У металлорежущего оборудование есть ряд сильных, слабых сторон. Преимущества:
- Автоматизация рабочего процесса при наличии ЧПУ.
- Высокая точность обработки металла.
- Высокая производительность.
- Надежность, долговечность.
Недостатки:
- Необходимость установки системы охлаждения.
- Трудности починки.
- Наличие опыта в настройке ЧПУ.
Важно внимательно следить за рабочим процессом, чтобы снизить риск получения травмы, браковки детали.
 Точность резки металла
Точность резки металла
Производители и стоимость
Среди производителей металлорежущих станков выделяют:
- Калибр — Россия.
- Энергомаш — Россия.
- Jet — Россия.
Цена зависит от типа, размера, производительности, наличия дополнительных функций, системы управления. Стоимость стандартного промышленного металлорежущего оборудования начинается от 500 000 рублей.
Эксплуатация
Чтобы безопасно эксплуатировать металлорежущий станок, нужно соблюдать правила безопасности, учитывать некоторые особенности:
- Работать используя защитную экипировку, очки, наушники, перчатки.
- Проверять целостность оснастки (сверл, фрез, резцов, абразива) перед запуском установки.
- Охлаждать рабочую зону. Для этого может использоваться вода или масло.
- Очищать конструкцию от металлической стружки после проведения работ.
- Смазывать подвижные элементы минимум 2 раза в месяц.
Нельзя работать на машинах, которые издают посторонние шумы, с отсутствующими креплениями, оголенными проводами.
Металлорежущие станки объединяют в себя различные установок, которые используются для обработки металла. Они разделяются по разным факторам, имеют определенную маркировку. Научившись читать цифры с буквами, указанными на корпусе оборудования, можно узнавать много информации без прочтения описания или технического паспорта.
Источник