
Какие основные продукты получают из каменноугольной смолы

Вязкая черная жидкость с характерным фенольным запахом; продукт коксования каменных углей (выход 3,5% от массы угольной шихты). Термодинамически неустойчивая дисперсная система олигомеров, индивидуальных веществ, их ассоциатов и молекулярных кристаллов. Плотность 1,17-1,20 г/см3, низшая теплота сгорания 35,6-39,0 МДж/кг, температура самовоспламенения 580-630°С; ПДК в воздухе рабочей зоны 15-10-4 мг/м3. В состав каменноугольной смолы входит около 10 тысяч соединений, из которых выделено и идентифицировано более 480 (до 50% от общей массы).
Выход и состав каменноугольной смолы зависят от состава угольной шихты и условий ее коксования. С углублением степени пиролиза первичных продуктов коксования возрастают плотность каменноугольной смолы, содержание в ней нафталина, нерастворимых в толуоле и хинолине веществ, увеличивается выход пека каменноугольного. Наряду с этим снижаются выходы фенолов, низкокипящих масел, метилнафталинов и других углеводородов. Каменноугольная смола содержит эмульгированную воду, которая конденсируется вместе с ней из коксового газа. В воде растворены соли аммония (NH4Cl, NH4SCN, (NH4)2S, (NH4)2SO4), CO2, H2S и так далее.
В каменноугольной смоле имеются также нерастворимые в ней углеродистые вещества – фусы, представляющие собой основную часть зольного остатка. Перед переработкой каменноугольной смолы из нее необходимо удалить воду и растворенные соли, вызывающие коррозию оборудования, а также фусы, повышающие зольность пека и загрязняющие аппаратуру. Это достигается отстаиванием каменноугольной смолы в спецыальных хранилищах или центрифугированием.
Переработка каменноугольной смолы состоит в разделении ее на фракции ректификацией с последующей кристаллизацией, экстракцией и повторной ректификацией полученных фракций. Процесс осуществляют на установках непрерывного действия с подогревом каменноугольной смолы до 380-400°С в трубчатых печах высокой производительности (100-200 тысяч т/год) и разделением на фракции в мощных ректификационных колоннах.
В промышленности применяют следующие основные системы переработки каменноугольной смолы:
1) одноколонные и двухколонные атмосферные с однократным испарением сырья;
2) многоколонные атмосферно-вакуумные с многократным подводом теплоты в нижнюю часть колонн от так называемых донных продуктов, циркулирующих через трубчатые печи.
В современных отечественных установках, снабженных одно- или двухколонными системами, достигается сосредоточение в нафталиновой фракции 80-82% нафталина от наличия его в каменноугольной смоле.
В коксохимических производствах часто используют также иные системы ректификации каменноугольной смолы, например: двухколонные с двукратным испарением сырья и разделением одной части отгона под атмосферным давлением и другие части под вакуумом; двухколонные с выносными отпарными, или стриппинговыми, колоннами для поглотительной фракции и с использованием теплоты отходящих фракций для нагрева сырья; двухколонные с двукратным испарением сырья путем ввода дополнительные количества теплоты при рециркуляции донных продуктов.
Перспективны одноколонные вакуумные системы с отпарными колоннами для отбора фракций, одноколонные системы с применением в качестве теплоносителя пека и системы с двустадийной обработкой при высоких температуре и давлении (выход пека до 75%). Из всех содержащихся в каменноугольной смоле индивидуальных веществ наибольший интерес представляет нафталин. Поэтому при ректификации каменноугольной смолы необходимо обеспечить возможно более полное его выделение при одновременном получении остальных продуктов высокого качества, особенно электродного пека и поглотительного масла.
Фракции, выделенные при ректификации каменноугольной смолы, за исключением пека, являющегося товарным продуктом, подвергают дальнейшей переработке.
Легкая фракция (легкое масло) по составу подобна сырому бензолу, поэтому их перерабатывают совместно.
Фенольная фракция содержит главным образом фенолы, нафталин, гомологи бензола, а также пиридиновые и хинолиновые основания и другие. После экстракции фенолов и оснований нейтральную часть фенольной фракции ректифицируют, выделяя фенольное масло, или тяжелый сольвент, и некоторую часть нафталиновой фракции. Последнюю объединяют с основной нафталиновой фракцией (кроме нафталина содержит метилнафталины, тионафтен, индол, крезолы, ксиленолы, основания), промывают растворами кислот и щелочей для удаления фенолов и оснований и направляют на производство нафталина. Для его выделения очищенную фракцию подвергают кристаллизации при охлаждении с последующим горячим прессованием, очисткой и повторной ректификацией. Выход кристаллического прессованного нафталина 5-8% от массы каменноугольной смолы.
Поглотительная фракция содержит преимущественно нафталин и его гомологи, аценафтен, флуорен, дибензофуран, индол, дифенил, хинолин и его производные, фенолы, сернистые и непредельные соединения, а также до 20% неидентифицированных углеводородов. Для извлечения фенолов и хинолиновых оснований эту фракцию обрабатывают растворами щелочей и кислот и применяют затем в виде поглотительного масла с целью улавливания бензола из коксового газа.
Антраценовые фракции,
состоящие в основном из фенантрена, антрацена, карбазола, пирена и других многоядерных углеводородов, кристаллизуют с выделением смеси антраценового масла и сырого антрацена, который используют для получения антрацена, фенантрена и карбазола, а также технического углерода (сажи), дубителей и красителей. Антраценовое масло применяют для приготовления других каменноугольных масел и выделения из него индивидуальных веществ.
Каменноугольная смола – важный источник сырья для химической промышленности и других отраслей производства (цветной металлургии, сельского хозяйствава, железнодорожного транспорта, дорожного строительствава). На базе использования продуктов переработки каменноугольной смолы и сырого бензола в конце IXX века возникла одна из ведущих отраслей промышленности – основной органический синтез.
Каменноугольная смола и сейчас сохраняет свое значение как сырье для производства нафталина, крезолов и антрацена, пека и пекового кокса, масел для пропитки древесины, получения технического углерода, пестицидов и тому подобных. Более 50 индивидуальных веществ каменноугольной смолы (ароматические углеводороды, гетероциклические соединения и другие) используют для тонкого органического синтеза.
Для современных условий переработки каменноугольной смолы характерны централизация производства, расширение ассортимента продуктов и увеличение единичной мощности технологических установок.
Гладкова Наталья
Объявления о покупке и продаже оборудования можно посмотреть на
Доске объявлений ПластЭксперт
Обсудить достоинства марок полимеров и их свойства можно на
Форуме о полимерах ПластЭксперт
Вернуться к списку терминов
Источник
КАМЕННОУГOЛЬНАЯ СМОЛА (кам.-уг. деготь), вязкая черная жидкость с характерным фенольным запахом; продукт коксования каменных углей (выход 3,5% от массы угольной шихты). Термодинамически неустойчивая дисперсная система олигомеров, индивидуальных в-в, их ассоциатов и мол. кристаллов. Плотн. 1,17-1,20 г/см3, низшая теплота сгорания 35,6-39,0 МДж/кг, т. самовоспл. 580-630 °С; ПДК в воздухе рабочей зоны 15-10-4 мг/м3.
В состав каменноугольной смолы входит ок. 10 тыс. соединений, из к-рых выделено и идентифицировано более 480 (до 50% от общей массы). Одну треть массы каменноугольной смолы составляют след. соединения (содержание в % по массе):
На долю др. группы компонентов приходится примерно 5% от массы каменноугольной смолы (в %):
Выход и состав каменноугольной смолы зависят от состава угольной шихты и условий ее коксования. С углублением степени пиролиза первичных продуктов коксования возрастают плотность каменноугольной смолы, содержание в ней нафталина, нерастворимых в толуоле
и хинолине в-в, увеличивается выход пека каменноугольного. Наряду с этим снижаются выходы фенолов, низкокипящих масел, метилнафталинов и др. углеводородов.
Каменноугольная смола содержит эмульгированную воду, к-рая конденсируется вместе с ней из коксового газа. В воде растворены соли аммония [NH4Cl, NH4SCN, (NH4)2S, (NH4)2SO4], CO2, H2S и т.д. В каменноугольной смоле имеются также нерастворимые в ней углеродистые в-ва – фусы, представляющие собой осн. часть зольного остатка. Перед переработкой каменноугольной смолы из нее необходимо удалить воду и растворенные соли, вызывающие коррозию оборудования, а также фусы, повышающие зольность пека и загрязняющие аппаратуру. Это достигается отстаиванием каменноугольной смолы в спец. хранилищах или центрифугированием.
Переработка каменноугольной смолы состоит в разделении ее на фракции ректификацией с послед. кристаллизацией, экстракцией и повторной ректификацией полученных фракций. Процесс осуществляют на установках непрерывного действия с подогревом каменноугольной смолы до 380-400 °С в трубчатых печах высокой производительности (100-200 тыс. т/год) и разделением на фракции в мощных ректификац. колоннах. В пром-сти применяют след. осн. системы переработки каменноугольной смолы: одноколонные (рис. 1) и двухколонные атмосферные с однократным испарением сырья; многоколонные атмосферно-вакуумные с многократным подводом теплоты в ниж. часть колонн от т. наз. донных продуктов, циркулирующих через трубчатые печи (рис. 2). В совр. отечеств. установках, снабженных одно- или двухколонными системами, достигается сосредоточение в нафталиновой фракции 80-82% нафталина от наличия его в каменноугольной смоле.
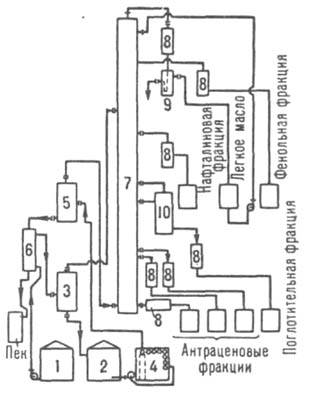
Рис. 1. Одноколонная атмосферная ректификация каменноугольной смолы: 1, 2 – сборники соотв. сырой и обезвоженной смол; 3, 5 -испарители соотв. первой и второй ступеней; 4 – трубчатая печь; 6 -теплообменник; 7, 10 – соотв. фракционная и отпарная колонны; 8 -холодильники; 9 – сепаратор.
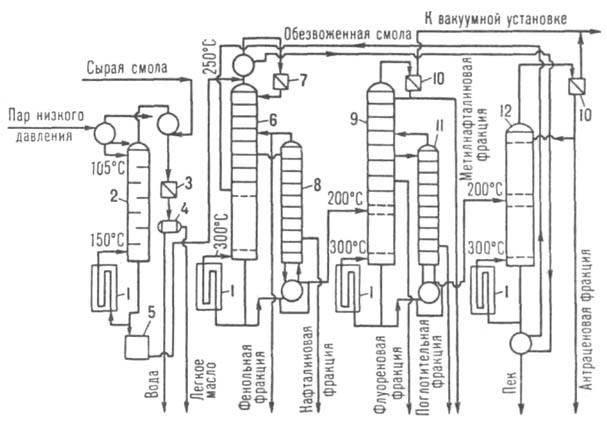
Рис. 2. Многоколонная атмосферно-вакуумная ректификация каменноугольной смолы: 1 – трубчатые печи; 2, 5 – соотв. колонна для обезвоживания смол и ее хранилище; 3 – холодильник; 4 – сепаратор; 6, 8, 9, 11, 12 – колонны соотв. для фенольной, нафталиновой, метилнафталиновой, поглотительной и антраценовой фракций; 7 – конденсатор; 10 – конденсатор-парогенератор.
В коксохим. произ-вах часто используют также иные системы ректификации каменноугольной смолы, напр.: двухколонные с двукратным испарением сырья и разделением одной части отгона под атм. давлением и др. части под вакуумом; двухколонные с выносными отпарными, или стриппинговыми, колоннами для поглотительной фракции и с использованием теплоты отходящих фракций для нагрева сырья; двухколонные с двукратным испарением сырья путем ввода дополнит. кол-ва теплоты при рециркуляции донных продуктов. Перспективны одноколонные вакуумные системы с отпарными колоннами для отбора фракций, одноколонные системы с применением в качестве теплоносителя пека и системы с двустадийной обработкой при высоких т-ре и давлении (выход пека до 75%).
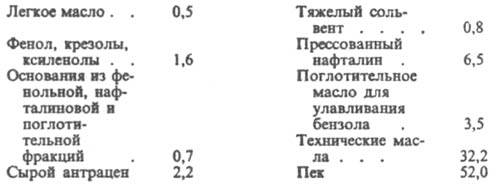
Из всех содержащихся в каменноугольной смоле индивидуальных в-в наиб. интерес представляет нафталин. Поэтому при ректификации каменноугольной смолы необходимо обеспечить возможно более полное его выделение при одновременном получении остальных продуктов высокого качества, особенно электродного пека и поглотительного масла (см. ниже). Примерный выход и состав фракций, полученных при ректификации каменноугольной смолы на двухколонном атм. агрегате одного из коксохим. заводов СССР, приведены в таблице.
Фракции, выделенные при ректификации каменноугольной смолы, за исключением пека, являющегося товарным продуктом, подвергают дальнейшей переработке. Легкая фракция (легкое масло) по составу подобна сырому бензолу, поэтому их перерабатывают совместно. Фенольная фракция содержит гл. обр. фенолы, нафталин, гомологи бензола, а также пиридиновые и хинолиновые основания и др. После экстракции фенолов и оснований нейтральную часть фенольной фракции ректифицируют, выделяя фенольное масло, или тяжелый сольвент (см. Каменноугольные масла), и нек-рую часть нафталиновой фракции. Последнюю объединяют с осн. нафталиновой фракцией (кроме нафталина содержит метилнафталины, тионафтен, индол, крезолы, ксиленолы, основания), промывают р-рами к-т и щелочей для удаления фенолов и оснований и направляют на произ-во нафталина. Для его выделения очищенную фракцию подвергают кристаллизации при охлаждении с послед. горячим прессованием, очисткой и повторной ректификацией. Выход кристаллич. прессованного нафталина 5-8% от массы каменноугольной смолы
Поглотительная фракция содержит преим. нафталин и его гомологи, аценафтен, флуорен, дибензофуран, индол, дифенил, хинолин и его производные, фенолы, сернистые и
непредельные соед., а также до 20% неидентифицированных углеводородов. Для извлечения фенолов и хинолиновых оснований эту фракцию обрабатывают р-рами щелочей и к-т и применяют затем в виде поглотительного масла с целью улавливания бензола из коксового газа.
Антраценовые фракции, состоящие в основном из фенантрена, антрацена, карбазола, пирена и др. многоядерных углеводородов, кристаллизуют с выделением смеси антраценового масла и сырого антрацена, к-рый используют для получения антрацена, фенантрена и карбазола, а также техн. углерода (сажи), дубителей и красителей. Антраценовое масло применяют для приготовления др. кам.-уг. масел и выделения из него индивидуальных в-в.
Примерный ассортимент осн. продуктов переработки каменноугольной смолы на атм. трубчатых установках непрерывного действия (в % по массе):
Каменноугольная смола – важный источник сырья для хим. пром-сти и др. отраслей народного хозяйства (цветной металлургии, с. х-ва, железнодорожного транспорта, дорожного стр-ва). На базе использования продуктов переработки каменноугольной смолы и сырого бензола в конце прошлого века возникла одна из ведущих отраслей пром-сти – основной органический синтез. Каменноугольная смола и сейчас сохраняет свое значение как сырье для произ-ва нафталина, крезолов и антрацена, пека и пекового кокса, масел для пропитки древесины, получения техн. углерода, пестицидов и т. п. Более 50 индивидуальных в-в каменноугольой смолы (аро-матич. углеводороды, гетероциклич. соединения и др.) используют для тонкого органического синтеза.
Мировое произ-во каменноугольной смолы более 17 млн. т/год (1986); по ее выработке СССР занимает первое место в мире. Для совр. условий переработки каменноугольной смолы характерны централизация произ-ва, расширение ассортимента продуктов и увеличение единичной мощности технол. установок. См. также Коксохимия.
===
Исп. литература для статьи «КАМЕННОУГOЛЬНАЯ СМОЛА»: Справочник коксохимика, т. 3, М., 1966; Литвиненко М. С., Химические продукты коксования. К., 1974; Привалов В. Е., Степаненко М. А., “Кокс и химия”, 1976, № 2, с. 51-55. М. С. Литвиненко.
Страница «КАМЕННОУГOЛЬНАЯ СМОЛА» подготовлена по материалам химической энциклопедии.
Источник
Ответы к параграфу 19
1. Какие главные природные источники углеводородов вам известны?
Нефть, природный газ, сланцы, каменный уголь.
2. Каков состав природного газа? Покажите на географической карте важнейшие месторождения: а) природного газа; б) нефти; в) каменного угля.
3. Какие преимущества по сравнению с другими видами топлива имеет природный газ? Для каких целей используют природный газ в химической промышленности?
Природный газ, по сравнению с другими источниками углеводородов, наиболее легок в добыче, транспортировке и переработке. В химической промышленности природный газ используется в качестве источника низкомолекулярных углеводородов.
4. Напишите уравнения реакций получения: а) ацетилена из метана; б) хлоропренового каучука из ацетилена; в) тетрахлорметана из метана.
5. Чем отличаются попутные нефтяные газы от природного газа?
Попутные газы – это летучие углеводороды, растворенные в нефти. Их выделение происходит путем перегонки. В отличие от природного газа, может быть выделен на любой стадии разработки нефтяного месторождения.
6. Охарактеризуйте основные продукты, получаемые из попутных нефтяных газов.
Основные продукты: метан, этан, пропан, н-бутан, пентан, изобутан, изопентан, н-гексан, н-гептан, изомеры гексана и гептана.
7. Назовите важнейшие нефтепродукты, укажите их состав и области их применения.
8. Какие смазочные масла используют на производстве?
Моторные масла трансмиссионные, индустриальные, смазочно-охлаждающие эмульсии для металлорежущих станков и др.
9. Как осуществляют перегонку нефти?
10. Что такое крекинг нефти? Составьте уравнение реакций расщепления углеводородов и при этом процессе.
11. Почему при прямой перегонке нефти удается получить не более 20 % бензина?
Потому, что содержание бензиновой фракции в нефти ограниченно.
12. Чем отличается термический крекинг от каталитического? Дайте характеристику бензинов термического и каталитического крекингов.
При термическом крекинге необходимо нагревать реагирующие вещества до высоких температур, при каталитическом – введение катализатора снижает энергию активации реакции, что позволяет существенно уменьшить температуру реакции.
13. Как практически можно отличить крекинг-бензин от бензина прямой перегонки?
Крекинг-бензин обладает более высоким октановым числом, по сравнению с бензином прямой перегонки, т.е. детонационно более устойчив и рекомендуется для использованию в двигателях внутреннего сгорания.
14. Что такое ароматизация нефти? Составьте уравнения реакций, поясняющих этот процесс.
15. Какие основные продукты получают при коксовании каменного угля?
Нафталин, антрацен, фенантрен, фенолы и каменноугольные масла.
16. Как получают кокс и где его используют?
Кокс – твердый пористый продукт серого цвета, получаемый путём кокосования каменного угля при температурах 950-1100 без доступа кислорода. Его применяют для выплавки чугуна, как бездымное топливо, восстановитель железной руды, разрыхлитель шихтовых материалов.
17. Какие основные продукты получают:
а) из каменноугольной смолы; б) из надсмольной воды; в) из коксового газа? Где они применяются? Какие органические вещества можно получить из коксового газа?
а)бензол, толуол, нафталин – химическая промышленность
б)аммиак, фенолы, органические кислоты – химическая промышленность
в)водород, метан, этилен – топливо.
18. Вспомните все основные способы получения ароматических углеводородов. Чем различаются способы получения ароматических углеводородов из продуктов коксования каменного угля и нефти? Напишите уравнения соответствующих реакций.
Различаются способами получения: первичная переработка нефти основана на различии в физических свойствах различных фракций, а коксование основано сугубо на химических свойствах каменного угля.
19. Поясните, как в процессе решения энергетических проблем в стране будут совершенствоваться пути переработки и использования природных углеводородных ресурсов.
Поиск новых источников энергии, оптимизация процессов добычи и переработки нефти, разработка новых катализаторов для удешевления всего производства и т.д.
20. Каковы перспективы получения жидкого топлива из угля?
В перспективе получение жидкого топлива из угля возможно, при условии снижения затрат на его производство.
Задача 1. Известно, что газ содержит в объемных долях 0,9 метана, 0,05 этана, 0,03 пропана, 0,02 азота. Какой объем воздуха потребуется, чтобы сжечь 1 м3 этого газа при нормальных условиях?
 Задача 2. Какой объем воздуха (н.у.) необходим, чтобы сжечь 1 кг гептана?
Задача 2. Какой объем воздуха (н.у.) необходим, чтобы сжечь 1 кг гептана?
Задача 3. Вычислите, какой объем (в л) и какая масса (в кг) оксида углерода (IV) получится при сгорании 5 моль октана (н.у.).
Источник